Rupture discs and safety valves can be combined in two different configurations: The rupture disc can be installed below the safety valve or the two pressure relief systems installed prallel. If the systems are installed next to each other, the response pressure of the rupture disc is higher than that of the safety valve. If the rise in pressure is so large and rapid that the safety valve cannot respond sufficiently quickly or if it fails to open, the rupture disc serves as a reliable backup system to relieve the pressure. If the rupture disc is installed below the safety valve it can perform a number of roles.
In liquids, gases and two-phase media, a REMBE® rupture disc upstream from your safety valve simply saves you money.
Even if your process does not involve toxic or very expensive media – safety equipment should still ideally be able to operate leak-free over long periods. Safety valves tend to leak more after being triggered for the first time. However, a REMBE® rupture disc positioned upstream of the safety valve ensures a perfect, leak-tight seal and saves you money. After all, it is cheaper to replace a rupture disc than a safety valve.
Advantages

A relief valve secures the space between the rupture disc and the safety valve.
In-situ testing of safety valves
Normally, safety valves have to be removed in order to test whether they are functioning correctly. This is time-consuming and expensive. However, in combination with REMBE® rupture discs, you can test your safety valves without moving them anywhere. To do this, the space between the rupture disc and the valve stroke is pressurised.
As KUB® has a back pressure resistance of 135 %, the rupture disc remains undamaged while the safety valve is being inspected. If in-house regulations nonetheless require the safety valve to be removed for inspection, the rupture disc can be left in position in a separate flange connection in order to close the opening while this work is being performed.
As KUB® has a back pressure resistance of 135 %, the rupture disc remains undamaged while the safety valve is being inspected. If in-house regulations nonetheless require the safety valve to be removed for inspection, the rupture disc can be left in position in a separate flange connection in order to close the opening while this work is being performed.
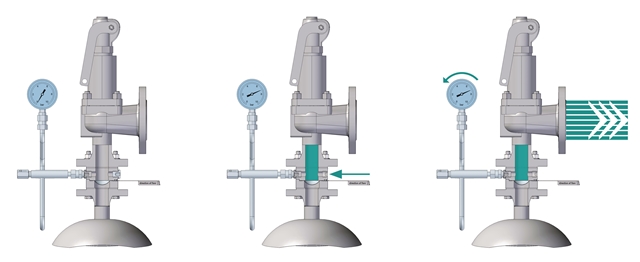
In-situ test: The space between the rupture disc and the safety valve is pressurised in order to test whether the safety valve is functioning correctly.
Why is the combination particularly useful?
The combination of safety valve and rupture disc results in unique advantages. In this way, the series connection enables greater tightness without sacrificing the advantage of resealability. The rupture disc guarantees the technical tightness, while the safety valve closes the container again even after the pressure has been successfully relieved. By isolating the safety valve from the process medium, it can also be ensured that the valve seat does not stick or that the leakage rates do not increase due to corrosive processes. If reverse rupture discs are used, which usually have a particularly high reverse pressure resistance, it is also possible to apply pressure to the intermediate space of the combination. This enables the safety valve to be subjected to an in-situ function test, which significantly reduces the maintenance and testing costs of the safety valve.

